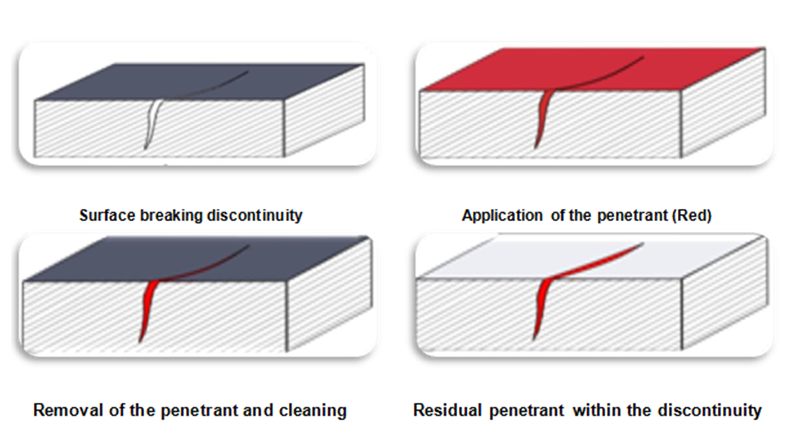
Surface Breaking Discontinuities

Discontinuity Surface An Overview Sciencedirect Topics

Video Stock Ndt Media Panosundaki Pin
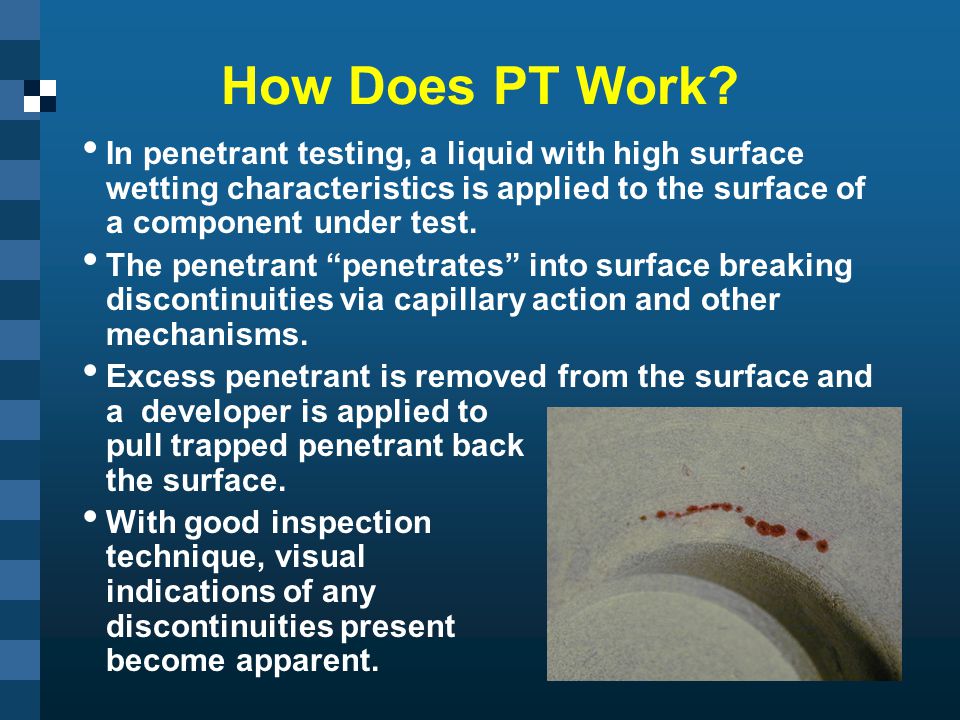
Understanding Your Inspection Liquid Penetrant

When Do You Need Non Destructive Testing Methods Technoweld
Dye Penetration Test

Surface Breaking Cracks
3 0 magnetic particle inspection eauipment and materials 3 1 this procedure is intended for use with the following equipment and consumables or their equivalent.
Surface breaking discontinuities. This type of testing is limited to the detection of surface breaking discontinuities that is discontinuities which are open to the surface to which the penetrant has been applied. Figure 2 3 shows the results from x ray radiography of a test weld from the canister laboratory. Surface breaking discontinuities only. It cannot detect discontinuities that are sealed within the body of the weld such as internal porosity or fusion defects.
It cannot detect discontinuities that are sealed within the body of the weld such as internal porosity or fusion defects. Classification of defects by origin. Operations or conditions that produce this type of stress raiser include. In addition to the surface breaking and near surface discontinuities shown in figure 2 2 there are pores found along the entire length of the weld.
These are discontinuities which are located inside the weldment and not open to the surface of the weld. Surface discontinuities produced during manufacture of a shaft and during assembly of the shaft into a machine can become points of stress concentration and thus contribute to shaft failure. 2 3 the ac electromagnetic yoke technique is restricted to the detection of surface breaking discontinuities. The main advantages of the proposed technique are enhanced signal to ncise performance compared to the conventional pitch catch mode of operation ability to detect surface breaking discontinuities of various orientations with respect to the scanning direction that the procedure can be used with either a laser interferometer or a conventional.
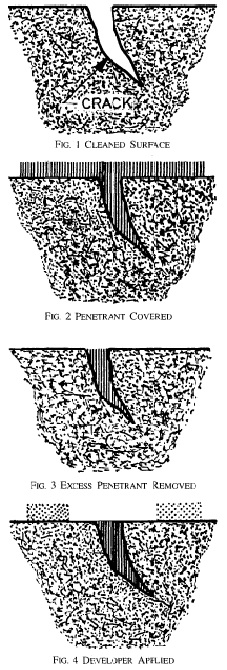
Inherent processing service induced also call in service. These discontinuities cannot be found with visual examination and some types of non destructive examinations such as dye penetrant. Onto the surface of an article nonrelevant indication indications that are not due to discontinuities may be due to abrupt changes in article shape surface roughness etc. Typically grouped into 3 stages.
It can t detect discontinuities that are sealed within the body of the weld such as internal porosity or fusion defects. Eddy current equipment can be used for a variety of applications such as the detection of cracks discontinuities measurement of metal thickness detection of metal thinning due to corrosion and erosion determination of coating thickness and the measurement of electrical conductivity and magnetic permeability. Defects such as solid inclusions internal cavities and lack of fusion are under this category.

Nde Technology
Https Www Mdpi Com 2075 4701 9 7 801 Pdf

26 The Mohorovicic Seismic Discontinuity Cosmology Astronomy Khan Academy Youtube Seismic Khan Academy Cosmology

Surface Imperfection An Overview Sciencedirect Topics
Penetrant Testing This Presentation Was Developed To Provide Students In Industrial Technology Programs Such As Welding An Introduction To Penetrant Ppt Video Online Download

